


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园

适当地控制纵剪机刀片的切削力和切削速度,也是降低加工区域温度、延长刀具寿命有效的方法之一。专业分条机圆刀多少钱通常加工难加工材料一般均采用精磨的刀具刃口、较小的切削深度和切削宽度。根据不同的难加工材料、零件结构和加工设备等因素,选用合理的切削线速度非常重要。在通常加工中镍基合金应控制在20~50m/min,钛合金应控制在30~110m/min,PH不锈钢应控制在50~120m/min。 专业分条机圆刀多少钱对于同样的机床和零件,加工难加工材料的方法会大大影响刀具的加工效率和刀具寿命。无论是采用摆线加工、螺旋插补和大进给铣削方式,其目的都是降低切削力、减小切削区温度。
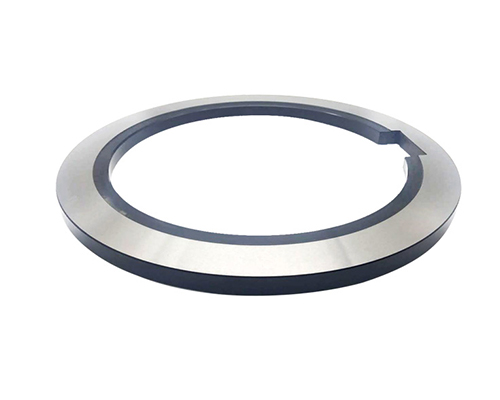
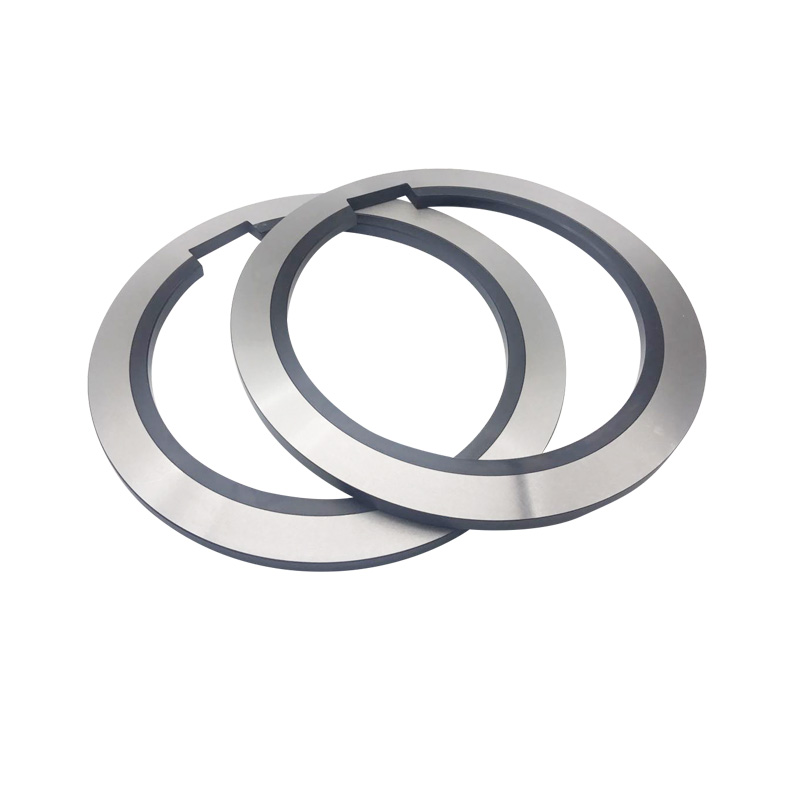
滚剪机刀片、隔套(空隙垫)分隔片,专业分条机圆刀多少钱技术参数:一、刀片外径:Φ800外径:Φ100。厚度值3mm--60mm 二、隔套(空隙片)厚度值:0.8mm--200mm 三、平面厚度公役≤0.003四、分隔片选材65Mn外表经镀铬处理。五、根据客户所分剪不一样金属卷板资料及厚度,精选6大品种进口钢材,八大品种国产优质钢材。六、专业分条机圆刀多少钱热处理选用国内抢先设备技术,可选:真空淬火、高频淬火、盐炉淬火。七、质控品保三大要素:选材、热处理、精度。

6.产品上料应放在卷轴中心位置,调整放卷架光电眼位置并调整其灵敏度,确保跟踪稳定并确定卷料方向。7.专业分条机圆刀多少钱按设备走料方向将片材引到分切刀轴处,打开跟踪,摆直片材位置,压合胶辊,确定切刀位置。8.按生产通知单和生产工艺单要求,严格核对切刀位置,确保产品误差不大于0.3mm9.按生产工艺要求,严格核对分条尺寸规格,必须保证分条尺寸及规格与下单一致。10.设定好收放料,以及夹棍、摆辊张力、所设张力根据经验张力所设置。11.专业分条机圆刀多少钱打开收放卷张力控制电源速到经验数值,将计数器回复为零,设定收卷米数。12.稳定提速,保证收卷正常、整齐,无刮伤、无偏。

制造滚剪机刀片的主要原材料硬质合金和高速钢中的重要辅助原材料APT,而成本的增加终将转嫁到刀具终端用户身上。目前世界上相关的研究机构针对此类情况,正在进行积极研究,主要的研究方案是尽可能减少刀具中钨的用量,专业分条机圆刀多少钱主要方法为只在刀具的关键部分使用钨。随着新材料新技术的研究应用,陶瓷,立方氮化硼,滚剪机刀片材料会有更好的而发展前景。对机械加工而言,降低生产成本有效的办法是生产率。切削性能(切削速度,单位时间切削量)提高20%,制造成本将减少15%。越来越严苛的加工要求需要刀具材料和涂层进一步发展,专业分条机圆刀多少钱改善加工条件及改进刀具设计。在加工过程中,刀刃处会出现温度和机械力的骤然变化以及剧烈的化学反应,需要采用更优异的刀具材料和刀具表面涂层。

公司考虑滚剪机刀片的加工便利性,选用了更加优异的钢材,专业分条机圆刀多少钱使得刀具具有非常好的归纳功用,一同顾及到产品的报价、技能等要素,以及刀具材料与工件材料的匹配,运用刀具的力学、物理、化学功用,能够底刀高速加工以及难加工材料的分切,为各种公司带来更加合理的刀具,使得刀具在加工过程中具有非常好的功用,专业分条机圆刀多少钱取得非常好的刀具寿数,避免刀具在加工特别材料时出现的急剧磨损,然公司得到更高的加工寿数。
但迄今为止,仍不能用于一切种类的刀具。专业分条机圆刀多少钱高速钢刀具也有了开展,呈现了很多新种类。但是,半个世纪来,一半以上的高速钢刀具被硬质合金刀具所代替;分条机刀片凭仗其良好的耐性和可加毛性,仍固守着切削刀其间缺乏一半的阵地。今世,专业分条机圆刀多少钱分条机刀片和高速钢是两种主要的、用得最多的刀具资料。它们的总和当占悉数刀具的95%以上。






