


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园

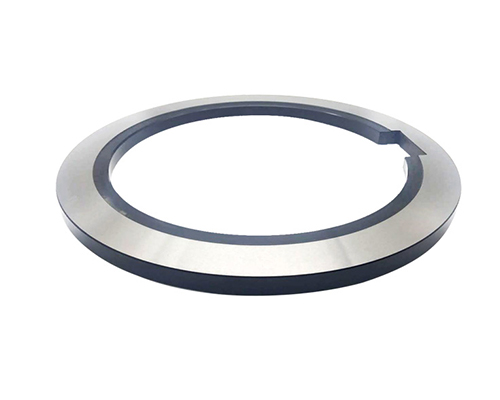
合金刀片,本地轧钢刀片是PCB板、电路板、塑料、PVC板的重要切削刀具。工欲善其事,必先利其器。随着生产技术的发展,切削设备的精密程度也越来越高,这就需要切削刀片以好的性能来配合。精锋制刀有限公司,为您提供高性能硬质合金圆盘刀片。本地轧钢刀片多少钱合金刀片的特点:高硬度、高耐磨性、高弹性模量及小的热膨胀系数;刃口非常锋利;原料性能好,切削速度快,使用寿命高,有效减少刀片的更换频率;等静压成型的工艺,让刀片具有更高的密度与强度,外表平滑光亮,内部没有气孔和砂眼。

合金刀片厂家在切削液的选择方面除了要考虑切削液的润滑性、冷却性等性能外,本地轧钢刀片多少钱还要考虑切削液的防锈性、成本和易维护等方面的性能。切削油易选用粘度相对较低的基础油加入减磨添加剂,这样既可达到润滑减摩,也可有很好冷却和易过虑性。但是切削油存在的问题是闪点低,本地轧钢刀片多少钱在高速切削时烟雾较重,闪点低,危险系数较高,而且挥发快,用户使用成本相应变高,因此在条件允许的景况下尽量选用水溶性切削液。

在相同硬度时,滚剪机刀片等温淬火贝氏体(B)的耐磨性明显高于马氏体(M)。这可能和M内存在淬火应力与微裂纹有关。因此板条M也比同硬度的片状M耐磨。本地轧钢刀片多少钱片状M只有在硬度高得多的情况下才能达到与奥氏体(A)、贝氏体(B)相同的耐磨性。A尽管宏观硬度不高,但有很高的韧性,能大量消耗磨粒犁削时的能量,所以有较高耐磨性。在高应力磨料磨损时,A又有很高的可加工硬化能力,甚至诱发A—M转变,使其耐磨性大大提高。因而A的耐磨性主要取决于在该摩擦学系统中A的稳定性,本地轧钢刀片多少钱也就是在这一磨料磨损环境下(应力状态、磨粒的硬度和粒度等),A能否产生足够高的加工硬化程度和能否发生A-*M的转变。

纵剪机的规格参数,其主要的,是为技术参数这一项。其所包含的具体参数,则有加工板厚、加工板宽、纵剪条数、纵剪速度,以及开卷重量等。这些是比较笼统的,本地轧钢刀片多少钱如果对设备参数进行归类的话,那么,其是为原料参数:材质、板厚、板宽、卷材内径与外径,以及卷材中重量等。成品参数:带材内径、带材外径、带材宽度、收卷重量以及条料直线度等。设备参数:主要是纵剪条数、纵剪速度以及设备总功率等。纵剪机刀片采用高精度机床主轴轴承支承,刀轴轴向及径向跳动小;刀盘采用螺母三点定位锁紧的方式,尺寸精度准确,锁紧牢靠。本机可以单独运转也可全线联动,配以电磁调速装置,纵剪速度方便调节工作可靠性高;开卷机、收卷机采用液压涨缩卷筒并配用液压旋转接头,其悬臂端设有辅助支撑,刚度好。本地轧钢刀片多少钱本生产线各主要动作均采用液压形式,动作平稳可靠,噪音低,维修方便可靠。采用双分条机机头,分条宽度最小30mm,最多分条条数可达到12条,分条厚度范围为0.3-1.0mm。

为了保障焊接质量,焊接后的刀片应进行仔细检查,以便找出缺陷原因加以改进。检查前,本地轧钢刀片多少钱刀片要经喷砂或轻轻磨去粘附在刀片表面的焊料和杂质,并用煤油清洗干净。检查的项目和要求如下:检查焊缝强度:用绿色碳化硅砂轮磨一扇刀片的后面,检查焊料层的厚度,厚度要求在0.15毫米以下。刀尖支承底面处不能有气孔和焊料不足现象,焊料未填满的焊缝应不大于焊缝总长的10%。如有气孔,本地轧钢刀片多少钱在切削时就会使刀片脱落。检查滚剪机刀片在刀槽中的位置:如刀片错位及下垂超过技术条件的规定应进行重焊。
但迄今为止,仍不能用于一切种类的刀具。本地轧钢刀片多少钱高速钢刀具也有了开展,呈现了很多新种类。但是,半个世纪来,一半以上的高速钢刀具被硬质合金刀具所代替;分条机刀片凭仗其良好的耐性和可加毛性,仍固守着切削刀其间缺乏一半的阵地。今世,本地轧钢刀片多少钱分条机刀片和高速钢是两种主要的、用得最多的刀具资料。它们的总和当占悉数刀具的95%以上。






