


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园
由于滚剪机刀片是工业加工的主要刀具,运用规划广泛,本地隔片隔套多少钱其主要性遭到不断添加的公司重视。因此,刀具公司选用不断创新的思路,在研发新刀具材料时,选择具有极好的耐磨性和精度的钢材,为高速分切加工留有余地,很大的开掘了刀具的运用潜力,本地隔片隔套多少钱使得刀具能够被不断添加的工作所选用。滚剪机刀片的运用规划仅仅是纸制品和塑料薄膜,很多产品都不能够加工,其他运用规划有一定的局限性,也制约了工作的开展。

合理的合金刀片选型和优化的加工方法,对于提高加工效率和延长刀具寿命非常重要,特别是在加工难加工材料航空零部件时更为重要。一种高品质的难加工材料刀具,本地隔片隔套多少钱必须具备超细晶粒刀具基体、锋利的切削角度、强壮的切削刃口、耐热的表面涂层等。滚剪机刀片充分的冷却、适当的加工线速度、有效的断屑、合理的刀具包角对于控制刀尖温度非常有效。对于同时具有内冷却的CNC机床和刀具,应该尽量使用利于降温的内冷却功能,以便使强有力的高压水流带走大量的切削热,确保加工区域保持在一定的温度范围内。即使没有内冷却功能的机加工设备,也建议使用外传内冷却刀柄,同时增强冷却压力,改善冷却效果。 适当地控制刀具的切削力和切削速度,本地隔片隔套多少钱也是降低加工区域温度、延长刀具寿命有效的方法之一。通常加工难加工材料一般均采用精磨的刀具刃口、较小的切削深度和切削宽度。根据不同的难加工材料、零件结构和加工设备等因素,选用合理的切削线速度非常重要。在通常加工中镍基合金应控制在20~50m/min,钛合金应控制在30~110m/min,PH不锈钢应控制在50~120m/min。

合金刀片厂家在切削液的选择方面除了要考虑切削液的润滑性、冷却性等性能外,本地隔片隔套多少钱还要考虑切削液的防锈性、成本和易维护等方面的性能。切削油易选用粘度相对较低的基础油加入减磨添加剂,这样既可达到润滑减摩,也可有很好冷却和易过虑性。但是切削油存在的问题是闪点低,本地隔片隔套多少钱在高速切削时烟雾较重,闪点低,危险系数较高,而且挥发快,用户使用成本相应变高,因此在条件允许的景况下尽量选用水溶性切削液。

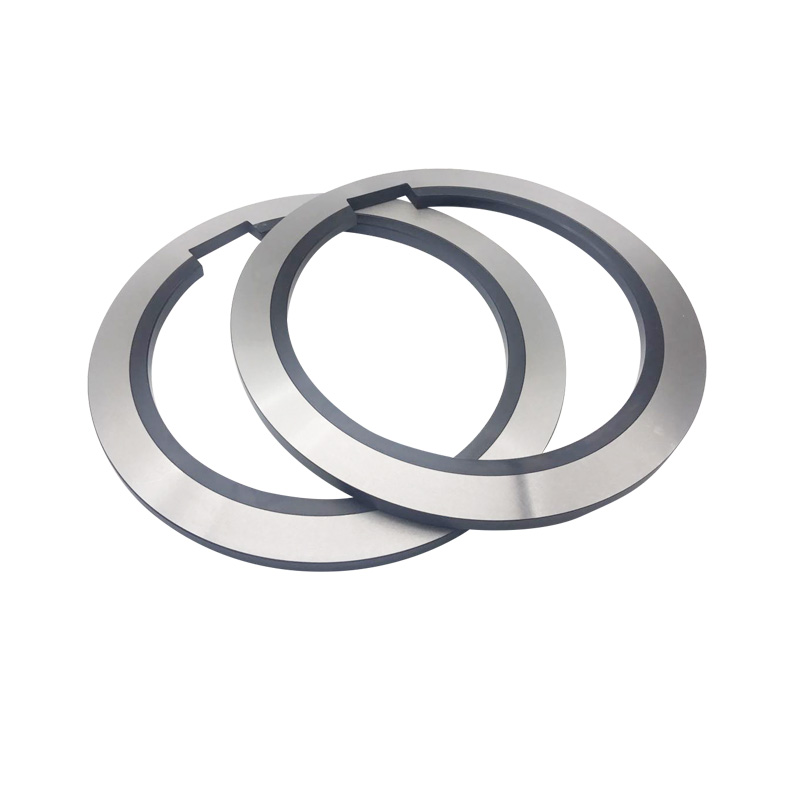
平刀剪板机刀片,黄石剪板机刀片的使用设计为平刀形式的,本地隔片隔套这样的设计剪切出来的板材的质量很好,不会出现扭曲变形的现象,而且在使用的时候因为上下两个面都是平行的设计,因此在使用的时候可以分为上切式和下切式,这样要求操作者在进行操作的时候就要有必要的操作经验,避免工作中出现意外的情况况,造成设备的损害或者是板材价格的损耗。高精度纵剪刀片,在使用这种纵剪机刀片的时候只要将材料放进去,就可以对板材完成必要的剪切,不但可以一次成型,本地隔片隔套还可以做到准确无误,主要的是这种纵剪刀片使用的时候一般都是针对下料的工序进行剪切的,因此使用效率非常高。正常的有板料纵剪刀片和斜刃剪板机刀片两种。

加工中保持适当的有效纵剪机刀片包角,使得刀具的每一个有效加工齿能够限度地保证长冷却时间。本地隔片隔套多少钱加工中保持适当、合理地刀具有效包角,非常有利于提高难加工材料的切削效率、延长刀具加工寿命,对于加工难加工材料零件极为重要。刀具有效包角,反映到切削参数上与切削深度Ap和切削宽度Ae以及刀具直径Dc有着直接的关系。特别是在加工难加工材料时,应尽量避免满刀切削。在实际加工中,刀具的切削包角每增大一倍,刀具寿命会减少约30%。 总之,本地隔片隔套多少钱难加工材料零部件必须具有高硬度、高强度、高韧性和高耐磨性,对于具有这些特性的新型难加工材料,其机加工性能差、加工难度大、加工效率低、刀具成本高。这样一来难加工材料零部件对机加工刀具提出了更高地要求。
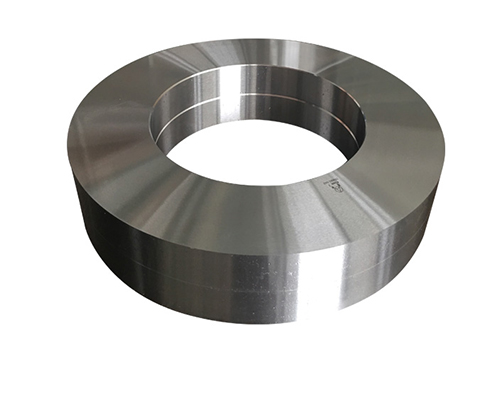
滚剪机刀片是工业圆刀的一个主要分支,一般选用优异钢材制造,本地隔片隔套多少钱产品呈碟形的圆环状,外圆有单面刃口,一般为0.5~2mm,是一种用途十分广的工业分切刀具,在整套的分切机刀片中,还包含较厚的圆环状下刀和刀架,选用上下刀具对切的加工办法,本地隔片隔套能够分切很多非金属类材料,是工业包装材猜中不可或缺的消耗品。现在,滚剪机刀片已经变成滚剪机的主要部分,广泛的运用已为标准工作所熟知,变成公司关系的主要产品。






