


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园
制造滚剪机刀片的主要原材料硬质合金和高速钢中的重要辅助原材料APT,而成本的增加终将转嫁到刀具终端用户身上。目前世界上相关的研究机构针对此类情况,正在进行积极研究,主要的研究方案是尽可能减少刀具中钨的用量,本地合金滚剪刀多少钱主要方法为只在刀具的关键部分使用钨。随着新材料新技术的研究应用,陶瓷,立方氮化硼,滚剪机刀片材料会有更好的而发展前景。对机械加工而言,降低生产成本有效的办法是生产率。切削性能(切削速度,单位时间切削量)提高20%,制造成本将减少15%。越来越严苛的加工要求需要刀具材料和涂层进一步发展,本地合金滚剪刀多少钱改善加工条件及改进刀具设计。在加工过程中,刀刃处会出现温度和机械力的骤然变化以及剧烈的化学反应,需要采用更优异的刀具材料和刀具表面涂层。

加工中保持适当的有效纵剪机刀片包角,使得刀具的每一个有效加工齿能够限度地保证长冷却时间。本地合金滚剪刀多少钱加工中保持适当、合理地刀具有效包角,非常有利于提高难加工材料的切削效率、延长刀具加工寿命,对于加工难加工材料零件极为重要。刀具有效包角,反映到切削参数上与切削深度Ap和切削宽度Ae以及刀具直径Dc有着直接的关系。特别是在加工难加工材料时,应尽量避免满刀切削。在实际加工中,刀具的切削包角每增大一倍,刀具寿命会减少约30%。 总之,本地合金滚剪刀多少钱难加工材料零部件必须具有高硬度、高强度、高韧性和高耐磨性,对于具有这些特性的新型难加工材料,其机加工性能差、加工难度大、加工效率低、刀具成本高。这样一来难加工材料零部件对机加工刀具提出了更高地要求。

平刀剪板机刀片,黄石剪板机刀片的使用设计为平刀形式的,本地合金滚剪刀这样的设计剪切出来的板材的质量很好,不会出现扭曲变形的现象,而且在使用的时候因为上下两个面都是平行的设计,因此在使用的时候可以分为上切式和下切式,这样要求操作者在进行操作的时候就要有必要的操作经验,避免工作中出现意外的情况况,造成设备的损害或者是板材价格的损耗。高精度纵剪刀片,在使用这种纵剪机刀片的时候只要将材料放进去,就可以对板材完成必要的剪切,不但可以一次成型,本地合金滚剪刀还可以做到准确无误,主要的是这种纵剪刀片使用的时候一般都是针对下料的工序进行剪切的,因此使用效率非常高。正常的有板料纵剪刀片和斜刃剪板机刀片两种。
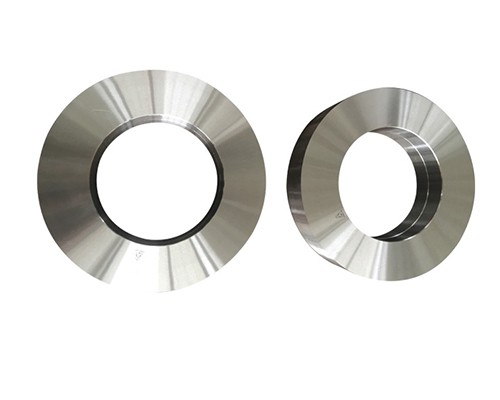
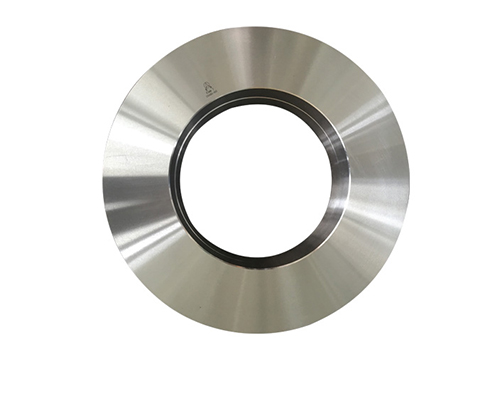
滚剪机刀片、隔套(空隙垫)分隔片,本地合金滚剪刀多少钱技术参数:一、刀片外径:Φ800外径:Φ100。厚度值3mm--60mm 二、隔套(空隙片)厚度值:0.8mm--200mm 三、平面厚度公役≤0.003四、分隔片选材65Mn外表经镀铬处理。五、根据客户所分剪不一样金属卷板资料及厚度,精选6大品种进口钢材,八大品种国产优质钢材。六、本地合金滚剪刀多少钱热处理选用国内抢先设备技术,可选:真空淬火、高频淬火、盐炉淬火。七、质控品保三大要素:选材、热处理、精度。

在传统的机械加工中,刀具资料、刀具构造、机械刀片和刀具几许形状是决议刀具切削功能的三大需求,本地合金滚剪刀多少钱其间刀具资料起着关键效果。在计算机集成领先制造体系呈现后,在纵剪机刀片中还应考虑“刀具体系”问题。这些年,各种难加工资料的呈现和运用,领先制造体系、高速切削和超高速切削、精细加工和超精细加工、本地合金滚剪刀多少钱“绿色制造”和“洁净制造”的开展与付诸有用,都对刀具特别是对刀具资料提出了更高、更新的需求。

适当控制切削力和切削速度。适当控制滚剪机刀片的切削力和切削速度,同样是降低加工区域温度、延长切削液使用寿命的有效的手段之一。本地合金滚剪刀多少钱在加工难加工材料的时候,一般都采用经过精磨的刀具刃口,切削深度和切削宽度均不宜过大。选择切削线速度时,要根据不同的材料类型、零件结构和加工设备等因素来进行考虑。一般情况下,如果加工材料为镍基合金,线速度应控制在每分钟20到50米;加工材料为钛合金,线速度应控制在每分钟30到110米;加工材料为PH不锈钢,本地合金滚剪刀多少钱线速度则应控制在每分钟50到120米的范围内。






