


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园

6.产品上料应放在卷轴中心位置,调整放卷架光电眼位置并调整其灵敏度,确保跟踪稳定并确定卷料方向。7.本地分条机刀片费用按设备走料方向将片材引到分切刀轴处,打开跟踪,摆直片材位置,压合胶辊,确定切刀位置。8.按生产通知单和生产工艺单要求,严格核对切刀位置,确保产品误差不大于0.3mm9.按生产工艺要求,严格核对分条尺寸规格,必须保证分条尺寸及规格与下单一致。10.设定好收放料,以及夹棍、摆辊张力、所设张力根据经验张力所设置。11.本地分条机刀片费用打开收放卷张力控制电源速到经验数值,将计数器回复为零,设定收卷米数。12.稳定提速,保证收卷正常、整齐,无刮伤、无偏。

纵剪机刀片后刀面磨损,是由工件的新加工表面和后刀面上的 接触区之问的冲突导致的。因为工件的刚性,后刀面磨损带 的磨损面积,必定平行于组成的切削方向。本地分条机刀片费用磨损带的宽度通 常作为衡量后刀面磨损量的巨细。它很容易用小型东西显微 镜测定。后刀面磨损带宽度VB和切削时间或切削距 离之间的典型曲线。这条曲线能够分为三段:1, AB段,刀刃锋尖迅速被磨掉,造成有限的磨损带,2. BC段,以均匀速度逐步磨损,3, CD段,磨损速度逐步增大。在CD期间中,分切刀片的磨损,本地分条机刀片费用关于由宽磨损带而导致的 高的分切刀片温度变得很灵敏。显然,在实践工作中,后刀面磨 损到最后期间之前,重磨分切刀片是合理。
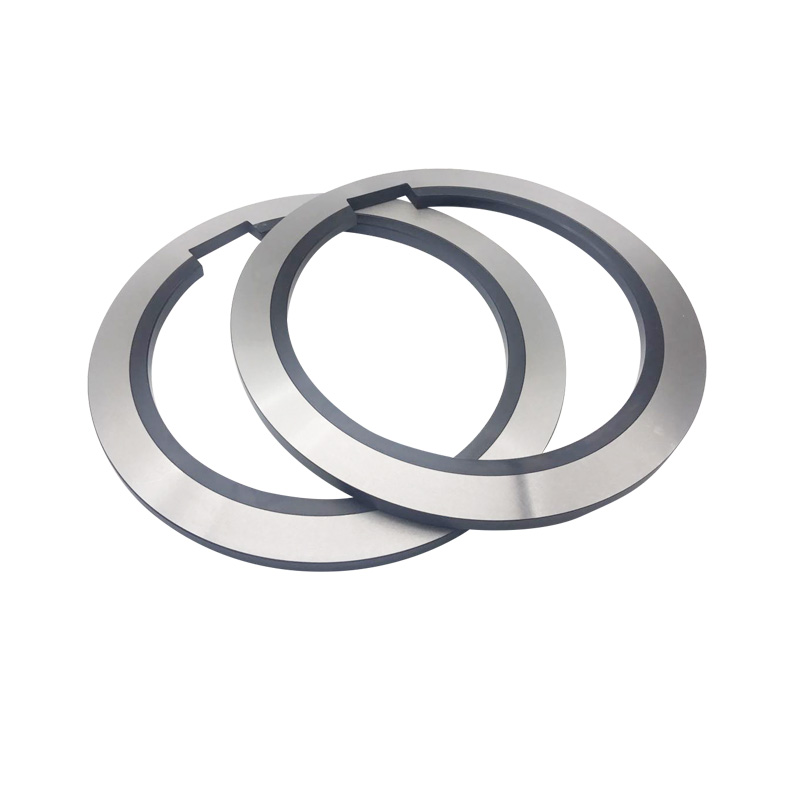
公司考虑滚剪机刀片的加工便利性,选用了更加优异的钢材,本地分条机刀片费用使得刀具具有非常好的归纳功用,一同顾及到产品的报价、技能等要素,以及刀具材料与工件材料的匹配,运用刀具的力学、物理、化学功用,能够底刀高速加工以及难加工材料的分切,为各种公司带来更加合理的刀具,使得刀具在加工过程中具有非常好的功用,本地分条机刀片费用取得非常好的刀具寿数,避免刀具在加工特别材料时出现的急剧磨损,然公司得到更高的加工寿数。

纵剪机刀片经过长远的发展,目前处于上升时期。在这样的阶段,刀具企业应该采用怎么样的发展方式,成为各大刀具企业积极思考的问题。本地分条机刀片费用国内的纵剪机刀片在世界模具行业当中处于低端,出现这样的形势与整个行业科技水平低,价格战持续有关。本地分条机刀片费用刀具行业想要有所发展,必须不断增加研发资金,加大科技含量,生产出具有核心竞争力的产品。加大产品研发力度,才能够真正改变目前的竞争模式。






