


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园
当工作气压低于设备所需气压时,空压机输入的气流小于规定值,此时电弧的喷射速度会减弱,进而无法形成高能高速的电弧,造成切口质量差、切口不可穿透、肿瘤堆积等现象。空气压缩机是将原动机(通常是电动机)的机械能转化为气压能的装置,是压缩空气的压力发生装置。从空压机的角度来看,气压不足的主要原因在于输入空气不足。此外,活塞可能有滚剪机刀片空气调节阀压力调节过低,电磁阀有油渍,气路不畅通。分条机圆刀费用切割厚度和切割时间,通过上述各种因素,综合购买合适的空压机。当空压机不能满足切割要求时,我们可以从空压机的输出压力显示中清楚地看到;另外,使用前检查输入气压,检查空气过滤器减压阀调节是否正确,表压显示是否能满足切割要求。否则,应对空气过滤器减压阀专业分条机圆刀进行日常维护,以确保输入空气干燥且无油污。
滚剪机刀片根据加工条件和加工精度的要求不同应选择不同的切削液。对于高速加工可产生大量的热量,如高速切削、钻孔等,如果产生的热量不能及时的被切削液带走,将会发生粘刀现象,专业分条机圆刀费用严重的会出现积屑瘤,将严重的影响到工件的加工精糙度和刀具的使用寿命,同时热量也可使工件发生变形,严重影响到工件的精度。因此切削液的选择既要考虑到其本身的润滑性也要考虑其冷却性能,对于精加工易选择乳化型减摩切削液或低粘度的切削油,如“联诺化工”的乳化型切削液SCC101和切削油NC600,专业分条机圆刀费用对于半精加工和粗加工可选择低浓度的乳化型减摩切削液或半合成减摩切削液等具有良好冷却性能的切削液如“联诺化工”的乳化型切削液SCC102和半合成切削液SCC618。

合理的合金刀片选型和优化的加工方法,对于提高加工效率和延长刀具寿命非常重要,特别是在加工难加工材料航空零部件时更为重要。一种高品质的难加工材料刀具,专业分条机圆刀费用必须具备超细晶粒刀具基体、锋利的切削角度、强壮的切削刃口、耐热的表面涂层等。滚剪机刀片充分的冷却、适当的加工线速度、有效的断屑、合理的刀具包角对于控制刀尖温度非常有效。对于同时具有内冷却的CNC机床和刀具,应该尽量使用利于降温的内冷却功能,以便使强有力的高压水流带走大量的切削热,确保加工区域保持在一定的温度范围内。即使没有内冷却功能的机加工设备,也建议使用外传内冷却刀柄,同时增强冷却压力,改善冷却效果。 适当地控制刀具的切削力和切削速度,专业分条机圆刀费用也是降低加工区域温度、延长刀具寿命有效的方法之一。通常加工难加工材料一般均采用精磨的刀具刃口、较小的切削深度和切削宽度。根据不同的难加工材料、零件结构和加工设备等因素,选用合理的切削线速度非常重要。在通常加工中镍基合金应控制在20~50m/min,钛合金应控制在30~110m/min,PH不锈钢应控制在50~120m/min。

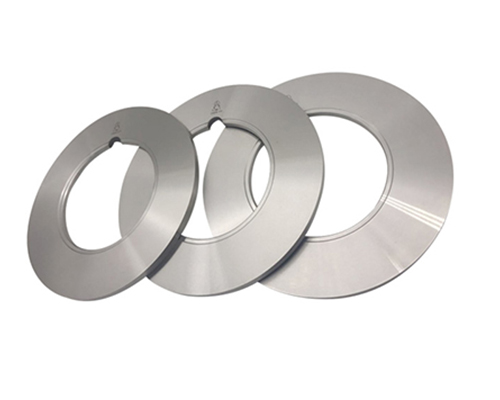
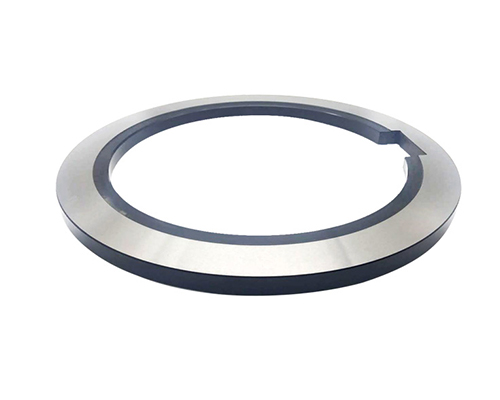
合金刀片,专业分条机圆刀是PCB板、电路板、塑料、PVC板的重要切削刀具。工欲善其事,必先利其器。随着生产技术的发展,切削设备的精密程度也越来越高,这就需要切削刀片以好的性能来配合。精锋制刀有限公司,为您提供高性能硬质合金圆盘刀片。专业分条机圆刀费用合金刀片的特点:高硬度、高耐磨性、高弹性模量及小的热膨胀系数;刃口非常锋利;原料性能好,切削速度快,使用寿命高,有效减少刀片的更换频率;等静压成型的工艺,让刀片具有更高的密度与强度,外表平滑光亮,内部没有气孔和砂眼。






