


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园

为了实现分条机刀片高效耐用,南京精锋制刀引进新的刀具制造技术,通过恰当的加工工序,专业滚剪刀价格实施高效的加工方式,在加工工艺中,刀具研磨占据着非常重要的地位,尽管用户购买的刀具仅占生产总成本的10%,但优质的刀片可以提高企业加工效率20%以上,耐磨耐用的刀片产品可以给企业节省高达18%的生产加工成本,专业滚剪刀价格通过提高分条机刀片的精度,可以大幅提升分条的效率,直接提升生产效率,给企业在市场上获得竞争力提供保障。

随着对金属板材加工精度要求的不断提高,我们发展了超高精度的裁切工具,其精度至今只有精密铣削刀具才能与之相匹配。±0.001mm厚度公差,和Rao.1u 表面粗糙度已是我们的常规标准。专业滚剪刀价格运用我们的技术诀窍和专业的知识,还可满足客户对厚度,平行度,平面度,外圆和内圆等更高的公差要求。专业滚剪刀价格合金刀片厂家这是用于打孔和虚线切割,食品包装,医用包装等作业的条形,圆形刀片,以及折页机刀片,封切刀片等。选料:9CrSi,Cr12MoV,W6Mo5CrV2,W18Cr4V等。
适当控制切削力和切削速度。适当控制滚剪机刀片的切削力和切削速度,同样是降低加工区域温度、延长切削液使用寿命的有效的手段之一。专业滚剪刀价格在加工难加工材料的时候,一般都采用经过精磨的刀具刃口,切削深度和切削宽度均不宜过大。选择切削线速度时,要根据不同的材料类型、零件结构和加工设备等因素来进行考虑。一般情况下,如果加工材料为镍基合金,线速度应控制在每分钟20到50米;加工材料为钛合金,线速度应控制在每分钟30到110米;加工材料为PH不锈钢,专业滚剪刀价格线速度则应控制在每分钟50到120米的范围内。

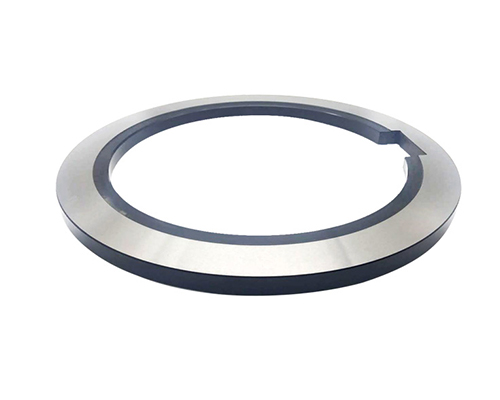
滚剪机刀片是工业圆刀的一个主要分支,一般选用优异钢材制造,专业滚剪刀价格产品呈碟形的圆环状,外圆有单面刃口,一般为0.5~2mm,是一种用途十分广的工业分切刀具,在整套的分切机刀片中,还包含较厚的圆环状下刀和刀架,选用上下刀具对切的加工办法,专业滚剪刀能够分切很多非金属类材料,是工业包装材猜中不可或缺的消耗品。现在,滚剪机刀片已经变成滚剪机的主要部分,广泛的运用已为标准工作所熟知,变成公司关系的主要产品。

对于难加工材料,选择不同的切削方法对切削液的损伤有很大的差别。不管选择哪种切削方法,原则都是一样,那就是尽可能地降低切削力、减小切削区温度。纵剪机刀片采用摆线切入法可以更大限度减小切削区,使得切削液的实际切削包角达到小,专业滚剪刀价格从而延长刀具每齿的散热时间,降低切削温度;采用螺旋插补法可以使每齿切削量相对均匀,避免切削力集中在少数几个齿上而加快磨损,这种效果特别是在拐角处明显;而采用大进给切削方式,以较小的切深、较大的进给有效减小切削力,专业滚剪刀价格使得加工中产生小的切削热,加工区域温度低。






