


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园
要想延长滚剪机刀片的使用寿命,就需要合理的选择金属加工液类型以及优化加工方法,尤其是对于难加工材料更是如此。专业聚氨酯胶环价格切削难加工材料时需要高品质的切削液,这种切削液的成本也是比较昂贵的。但在切削过程中,难加工材料往往又会对刀具使用寿命造成不利的影响,故而选择合适的切削液,有效延长刀具的使用寿命,降低加工成本是非常必要的。专业聚氨酯胶环价格造成刀具损坏的直接原因是切削力和切削热,因此不管是采用哪种加工方法,其根本目的是为了更大限度的降低切削部位的刀尖和零件被加工区域的温度,防止被加工零件表面硬化和刀尖温度过高,增加散热区域、控制切削力。

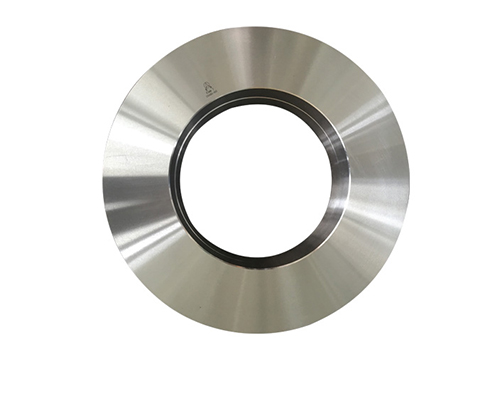
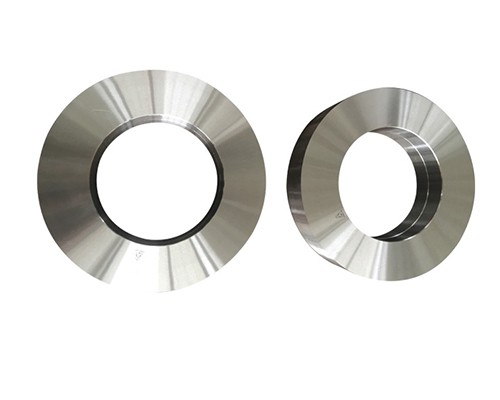
滚剪机刀片、隔套(空隙垫)分隔片,专业聚氨酯胶环价格技术参数:一、刀片外径:Φ800外径:Φ100。厚度值3mm--60mm 二、隔套(空隙片)厚度值:0.8mm--200mm 三、平面厚度公役≤0.003四、分隔片选材65Mn外表经镀铬处理。五、根据客户所分剪不一样金属卷板资料及厚度,精选6大品种进口钢材,八大品种国产优质钢材。六、专业聚氨酯胶环价格热处理选用国内抢先设备技术,可选:真空淬火、高频淬火、盐炉淬火。七、质控品保三大要素:选材、热处理、精度。

对于难加工材料,选择不同的切削方法对切削液的损伤有很大的差别。不管选择哪种切削方法,原则都是一样,那就是尽可能地降低切削力、减小切削区温度。纵剪机刀片采用摆线切入法可以更大限度减小切削区,使得切削液的实际切削包角达到小,专业聚氨酯胶环价格从而延长刀具每齿的散热时间,降低切削温度;采用螺旋插补法可以使每齿切削量相对均匀,避免切削力集中在少数几个齿上而加快磨损,这种效果特别是在拐角处明显;而采用大进给切削方式,以较小的切深、较大的进给有效减小切削力,专业聚氨酯胶环价格使得加工中产生小的切削热,加工区域温度低。

随着人类生话、出产水平的进步,分条机刀片已不能满意高功率加工、高质量加工以及难加工资料切削的需求。20世纪20年代到30年代,人们发明晰钨钴类和钨钛钴类硬质合金,专业聚氨酯胶环其常温硬度达89-93HRA,能接受800-900℃以上的高温,切削速度可所以高速钢刀具的4-5倍以上,因而被敏捷推广运用。在第二次世界大战时期,因为兵工出产的需求,美、英、苏、德各国开端有些运用合金刀片;二战完毕后,逐渐扩展运用。50年代初,我国从苏联少量引进硬质合金,专业聚氨酯胶环价格代替高速钢刀具在出产中运用。后来,在苏联帮助下,我国建设了株洲硬质合金厂;又自力更生,用本国的技能和力气,建成了自贡硬质合金厂。

6.产品上料应放在卷轴中心位置,调整放卷架光电眼位置并调整其灵敏度,确保跟踪稳定并确定卷料方向。7.专业聚氨酯胶环价格按设备走料方向将片材引到分切刀轴处,打开跟踪,摆直片材位置,压合胶辊,确定切刀位置。8.按生产通知单和生产工艺单要求,严格核对切刀位置,确保产品误差不大于0.3mm9.按生产工艺要求,严格核对分条尺寸规格,必须保证分条尺寸及规格与下单一致。10.设定好收放料,以及夹棍、摆辊张力、所设张力根据经验张力所设置。11.专业聚氨酯胶环价格打开收放卷张力控制电源速到经验数值,将计数器回复为零,设定收卷米数。12.稳定提速,保证收卷正常、整齐,无刮伤、无偏。
合金刀片主要用于纸张,薄膜,金,银箔,铜箔,铝箔,磁带等物品的分切,要求刀片切断阻力小,耐磨性大。专业聚氨酯胶环价格出于对商品精度的要求刃具有时须达到微米级精度,选料:9CrSi,Cr12Mov,W6Mo5CrV2,W18Cr4V等3、纵剪刀片 可适用于以下行业:大型钢铁制造厂,钢管厂,有色金属加工厂,捆扎材料厂,冷扎厂,包装材料厂,钢板加工服务中心,钢筛厂,带钢厂,分条机生产商。专业聚氨酯胶环价格对高精度的要求,我们如今已能保证厚度公差达到±0.0005mm.对一定的内圆,其公差可达到H3.所有高精度产品的检验都是恒温室内进行的。






