


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园
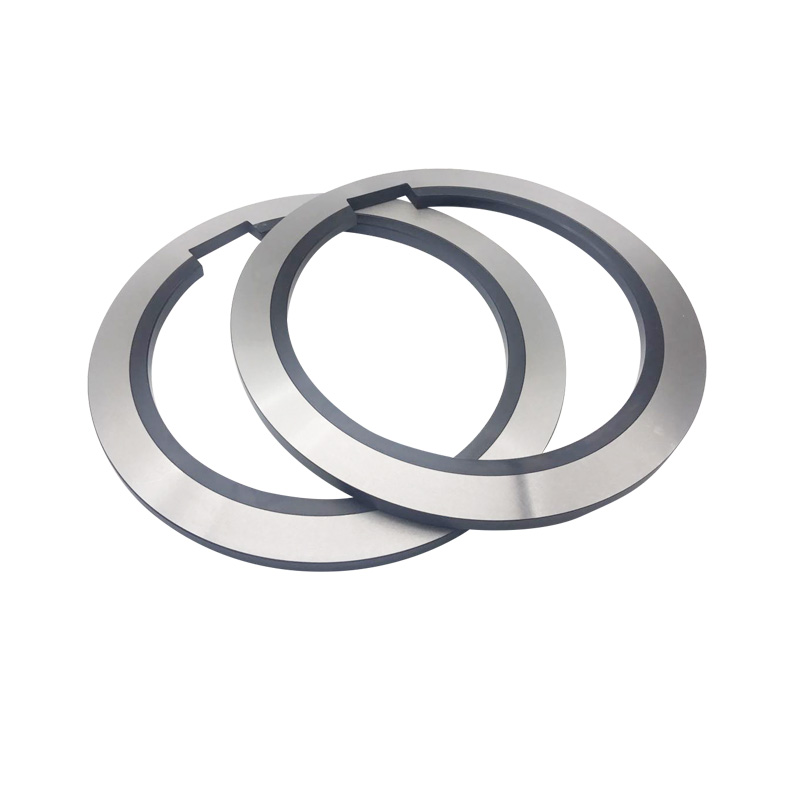
纵剪机的规格参数,其主要的,是为技术参数这一项。其所包含的具体参数,则有加工板厚、加工板宽、纵剪条数、纵剪速度,以及开卷重量等。这些是比较笼统的,专业分条机圆刀费用如果对设备参数进行归类的话,那么,其是为原料参数:材质、板厚、板宽、卷材内径与外径,以及卷材中重量等。成品参数:带材内径、带材外径、带材宽度、收卷重量以及条料直线度等。设备参数:主要是纵剪条数、纵剪速度以及设备总功率等。纵剪机刀片采用高精度机床主轴轴承支承,刀轴轴向及径向跳动小;刀盘采用螺母三点定位锁紧的方式,尺寸精度准确,锁紧牢靠。本机可以单独运转也可全线联动,配以电磁调速装置,纵剪速度方便调节工作可靠性高;开卷机、收卷机采用液压涨缩卷筒并配用液压旋转接头,其悬臂端设有辅助支撑,刚度好。专业分条机圆刀费用本生产线各主要动作均采用液压形式,动作平稳可靠,噪音低,维修方便可靠。采用双分条机机头,分条宽度最小30mm,最多分条条数可达到12条,分条厚度范围为0.3-1.0mm。

对于磨削加工来说,合金刀片磨削下来的磨屑非常细小,而且在磨削过程中会产生大量的热量,因此选择切削液时既要考虑润滑和冷却性能外还要考虑到切削液的过滤性,如选择的切削粘稠度过大,专业分条机圆刀费用切屑不能及时沉积降下去或被过滤出去,那么就会随切削液循环到加工区而划伤工件表面而影响加工表面的光洁度。因此对于精磨或超精磨易选用低粘度减摩磨削油或半合成减磨切削液,专业分条机圆刀费用如“联诺化工”的半合成切削液SCC638,对于半精磨或粗磨可选用低浓度度的半合成切削液或全合成切削液,如“联诺化工”的半合成切削液SCC638A和全合成切削液SCC750A。

纵剪机刀片后刀面磨损,是由工件的新加工表面和后刀面上的 接触区之问的冲突导致的。因为工件的刚性,后刀面磨损带 的磨损面积,必定平行于组成的切削方向。专业分条机圆刀费用磨损带的宽度通 常作为衡量后刀面磨损量的巨细。它很容易用小型东西显微 镜测定。后刀面磨损带宽度VB和切削时间或切削距 离之间的典型曲线。这条曲线能够分为三段:1, AB段,刀刃锋尖迅速被磨掉,造成有限的磨损带,2. BC段,以均匀速度逐步磨损,3, CD段,磨损速度逐步增大。在CD期间中,分切刀片的磨损,专业分条机圆刀费用关于由宽磨损带而导致的 高的分切刀片温度变得很灵敏。显然,在实践工作中,后刀面磨 损到最后期间之前,重磨分切刀片是合理。

合金刀片的使用方法:专业分条机圆刀费用在使用前,先要检查是否存在裂纹。可以通过木锤敲击的声音来判断,声音浑浊则代表存在裂纹,应停止使用。使用时切脚机的转速不能超过4500转/分钟;安装时仔细对准转动轴与刀片中心;专业分条机圆刀费用运行前,检查防护设备是否到位。合金刀片厂家,整体采用硬质合金材料,品质有保障!规格齐全,也可以根据您的要求进行定制。

国外企业更侧重于对品牌的维护,尤其是那些有着百年历史的知名外企,他们在成立伊始,并不苛求销售利润的多少,而是把企业发展重点,专业分条机圆刀费用放在了品牌建设上。他 们向客户宣传产品的质量,产品如何提高生产效率,以及能为客户降低多少生产成本,这种注重品牌的宣传策略一开始就为企业的发展奠定了良好的基础。国内企业则正好相反,他们强调以低价吸引客户,专业分条机圆刀费用注重眼前利益,大打价格战,导致了纵剪机刀片恶性竞争,而过低的价格,使得产品质量无法保证,客户对国产圆刀片失去了信心。
良好的导热性。专业分条机圆刀费用刀具材料的导热性用热导率表示,热导率大导热性能好,切削时产生的热容易传导 出去,从而降低刀具切削部分的温度,减轻刀具的磨损,提高刀具材料耐热冲击和抗 热龟裂的能力。 足够的强度和韧性。纵剪机刀片切削部分的材料在切削时要承受很大的切削力和冲击力,因此刀具材料必须要有足够的强度和韧性。良好的工艺性。专业分条机圆刀费用刀具材料要有较好的可加工性,包括锻压、焊接、切削加工、热处理、可磨性等,以方 便刀具的制造圆刀片。经济性。价格便宜,容易推广使用,获得好的效益。






