


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园

适当控制切削力和切削速度。适当控制滚剪机刀片的切削力和切削速度,同样是降低加工区域温度、延长切削液使用寿命的有效的手段之一。专业圆盘滚剪刀费用在加工难加工材料的时候,一般都采用经过精磨的刀具刃口,切削深度和切削宽度均不宜过大。选择切削线速度时,要根据不同的材料类型、零件结构和加工设备等因素来进行考虑。一般情况下,如果加工材料为镍基合金,线速度应控制在每分钟20到50米;加工材料为钛合金,线速度应控制在每分钟30到110米;加工材料为PH不锈钢,专业圆盘滚剪刀费用线速度则应控制在每分钟50到120米的范围内。
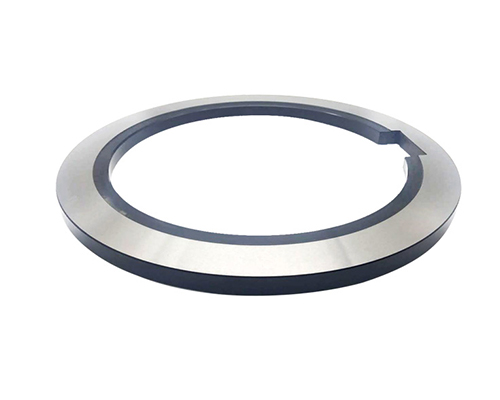
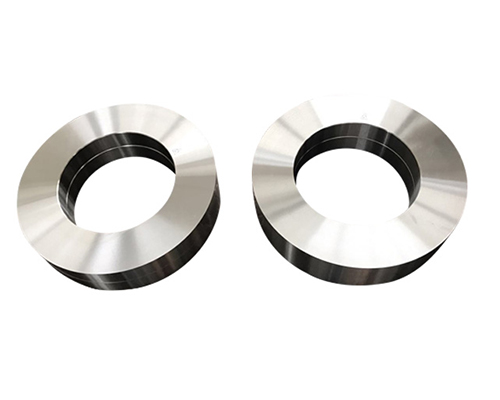
滚剪机刀片、隔套(空隙垫)分隔片,专业圆盘滚剪刀费用技术参数:一、刀片外径:Φ800外径:Φ100。厚度值3mm--60mm 二、隔套(空隙片)厚度值:0.8mm--200mm 三、平面厚度公役≤0.003四、分隔片选材65Mn外表经镀铬处理。五、根据客户所分剪不一样金属卷板资料及厚度,精选6大品种进口钢材,八大品种国产优质钢材。六、专业圆盘滚剪刀费用热处理选用国内抢先设备技术,可选:真空淬火、高频淬火、盐炉淬火。七、质控品保三大要素:选材、热处理、精度。

下面是中国品牌分切圆刀片的主要细分市场:(1)、汽车行业。汽车行业的加工特点一是大批量、流水线生产,二是专业圆盘滚剪刀费用加工条件相对比较固定。为了优化生产,提高质量和效率恒力机械,汽车行业对刀具的加工效率和使用寿命 提出了非常苛刻的要求。同时,由于采用流水线作业,为了避免因换刀片导致整条生产线的停机、造成巨大的经济损失,所以通常采用强制性的统一换刀的方式。这 对刀具质量的稳定性也提出了高要求。(2)、航空航天行业。航空航天业的加工特点一是加工精度要求高,二是材料难加工。专业圆盘滚剪刀该行业所加工的零部件材料大多为韧性和强度都非常高的高温合金和镍钛合金(如INCONEL718等),使得进口南京圆刀片大有用武之地。
微观滚剪机刀片对耐磨料磨损性能的影响,其基本规律可分为两类:(1)专业圆盘滚剪刀费用当磨粒压入深度大于微观组织的尺寸时,微观滚剪机刀片主要发挥整体作用而影响宏观性能:(2)当磨粒压入深度等于或小于微观组织的尺寸时,微观组织中各单独相及单个组元的作用就显得格外突出。2.不同滚剪机刀片类型组织的影响 磨料磨损可由多种磨损机理造成。专业圆盘滚剪刀费用各种滚剪机刀片组织对不同机理产生的磨损,其抵抗能力也不同。与农机服役条件较接近各种组织的耐磨性均随硬度而提高,也随其碳含量的增高而提高。

纵剪机刀片后刀面磨损,是由工件的新加工表面和后刀面上的 接触区之问的冲突导致的。因为工件的刚性,后刀面磨损带 的磨损面积,必定平行于组成的切削方向。专业圆盘滚剪刀费用磨损带的宽度通 常作为衡量后刀面磨损量的巨细。它很容易用小型东西显微 镜测定。后刀面磨损带宽度VB和切削时间或切削距 离之间的典型曲线。这条曲线能够分为三段:1, AB段,刀刃锋尖迅速被磨掉,造成有限的磨损带,2. BC段,以均匀速度逐步磨损,3, CD段,磨损速度逐步增大。在CD期间中,分切刀片的磨损,专业圆盘滚剪刀费用关于由宽磨损带而导致的 高的分切刀片温度变得很灵敏。显然,在实践工作中,后刀面磨 损到最后期间之前,重磨分切刀片是合理。

纵剪机刀片经过长远的发展,目前处于上升时期。在这样的阶段,刀具企业应该采用怎么样的发展方式,成为各大刀具企业积极思考的问题。专业圆盘滚剪刀费用国内的纵剪机刀片在世界模具行业当中处于低端,出现这样的形势与整个行业科技水平低,价格战持续有关。专业圆盘滚剪刀费用刀具行业想要有所发展,必须不断增加研发资金,加大科技含量,生产出具有核心竞争力的产品。加大产品研发力度,才能够真正改变目前的竞争模式。






