


电 话:025-57261688
传 真:025-57260121
邮 箱:cn-jingfeng@vip.163.com
网 址:www.intericoo.com
地 址:江苏省南京市溧水区明觉工业园

滚剪机刀片根据加工条件和加工精度的要求不同应选择不同的切削液。对于高速加工可产生大量的热量,如高速切削、钻孔等,如果产生的热量不能及时的被切削液带走,将会发生粘刀现象,附近分条机圆刀价格严重的会出现积屑瘤,将严重的影响到工件的加工精糙度和刀具的使用寿命,同时热量也可使工件发生变形,严重影响到工件的精度。因此切削液的选择既要考虑到其本身的润滑性也要考虑其冷却性能,对于精加工易选择乳化型减摩切削液或低粘度的切削油,如“联诺化工”的乳化型切削液SCC101和切削油NC600,附近分条机圆刀价格对于半精加工和粗加工可选择低浓度的乳化型减摩切削液或半合成减摩切削液等具有良好冷却性能的切削液如“联诺化工”的乳化型切削液SCC102和半合成切削液SCC618。
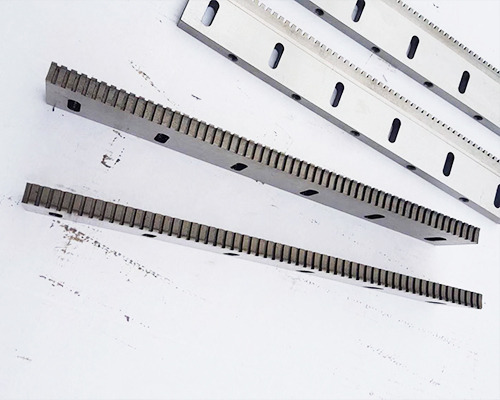
滚剪机刀片对高精度的要求,精锋刀具在生产加工中投入了大量人力及财力,我们如今已能保证厚度公差达到0.0005mm。附近分条机圆刀价格对一定的滚剪机刀片,其公差可达到H3。所有高精度产品检查都在恒温室内进行的。随着对金属板材加工精度要求的不断提高,我们发展了超高精度裁切工具,其精度至今只有精密铣削工具才能与之相匹配。0.001慢慢厚度公差,和Ra0.1u表面粗糙度已是我们的常规标准。附近分条机圆刀价格运用我们的技术诀窍和专业知识,还可满足客户对厚度、平行度、平面度等更高公差要求。

但迄今为止,仍不能用于一切种类的刀具。附近分条机圆刀价格高速钢刀具也有了开展,呈现了很多新种类。但是,半个世纪来,一半以上的高速钢刀具被硬质合金刀具所代替;分条机刀片凭仗其良好的耐性和可加毛性,仍固守着切削刀其间缺乏一半的阵地。今世,附近分条机圆刀价格分条机刀片和高速钢是两种主要的、用得最多的刀具资料。它们的总和当占悉数刀具的95%以上。
在相同硬度时,滚剪机刀片等温淬火贝氏体(B)的耐磨性明显高于马氏体(M)。这可能和M内存在淬火应力与微裂纹有关。因此板条M也比同硬度的片状M耐磨。附近分条机圆刀价格片状M只有在硬度高得多的情况下才能达到与奥氏体(A)、贝氏体(B)相同的耐磨性。A尽管宏观硬度不高,但有很高的韧性,能大量消耗磨粒犁削时的能量,所以有较高耐磨性。在高应力磨料磨损时,A又有很高的可加工硬化能力,甚至诱发A—M转变,使其耐磨性大大提高。因而A的耐磨性主要取决于在该摩擦学系统中A的稳定性,附近分条机圆刀价格也就是在这一磨料磨损环境下(应力状态、磨粒的硬度和粒度等),A能否产生足够高的加工硬化程度和能否发生A-*M的转变。

对于难加工材料,选择不同的切削方法对切削液的损伤有很大的差别。不管选择哪种切削方法,原则都是一样,那就是尽可能地降低切削力、减小切削区温度。纵剪机刀片采用摆线切入法可以更大限度减小切削区,使得切削液的实际切削包角达到小,附近分条机圆刀价格从而延长刀具每齿的散热时间,降低切削温度;采用螺旋插补法可以使每齿切削量相对均匀,避免切削力集中在少数几个齿上而加快磨损,这种效果特别是在拐角处明显;而采用大进给切削方式,以较小的切深、较大的进给有效减小切削力,附近分条机圆刀价格使得加工中产生小的切削热,加工区域温度低。

而近年来,附近分条机圆刀随着服务器产业的蓬勃发展,高性纵剪机刀片已经成为社会各行各业迅速发展的重要工具。高性能计算等高耗能的应用亦成为社会耗能资源较为突出的环节,也成为各大企业用户关注的焦点。而高性能产业的增长率每年都呈现不时攀升的趋势,尤其是刀片市场,附近分条机圆刀价格不时幼稚的服务器产业中已经占据了重要的制高点,纵剪机刀片市场正在成为整体服务器市场增长快、突出的领域。






